ah







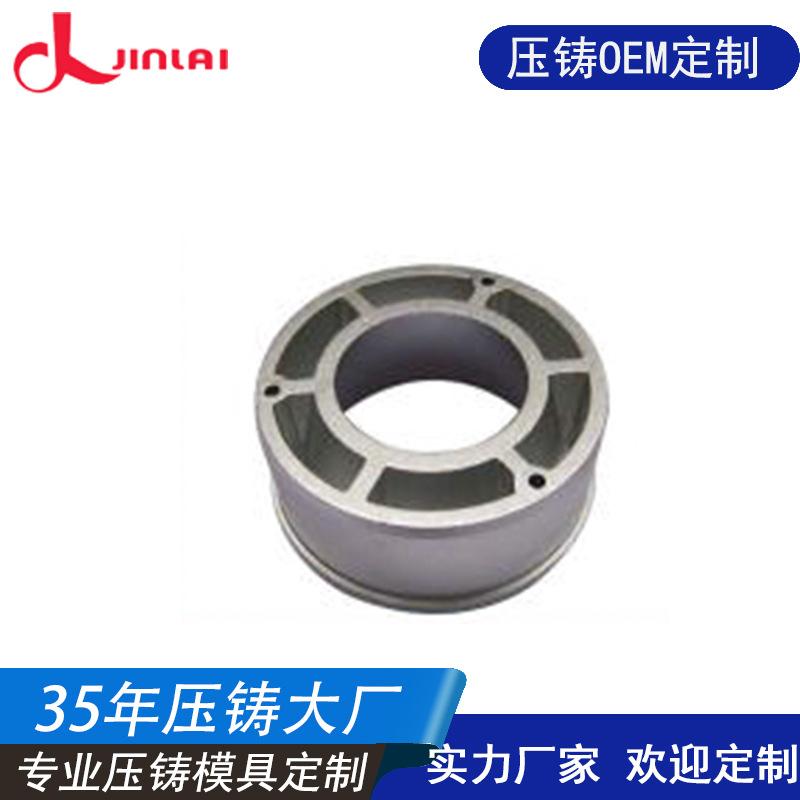


Fabricante de processamento de fundição sob pressão personalizado de peças de máquina de fundição sob pressão de liga de alumínio em Dongguan, fábrica de fundição sob pressão de metal com 35 anos de experiência
A fundição sob pressão de liga de alumínio de alta qualidade deve garantir a dureza perfeita do molde
1. Razões para dureza insuficiente do molde
(1) A seção transversal do molde é grande e a temperabilidade do aço é baixa. Por exemplo, um molde grande usa um aço com baixa temperabilidade.
(2) A segregação de carboneto na estrutura original do aço do molde é grave ou a estrutura é grosseira, e há segregação e agregação de carbono e carboneto de grafite no aço.
(3) O processo de forjamento da matriz é incorreto e o recozimento de esferoidização não é bem executado após o forjamento, resultando em uma estrutura de esferoidização ruim do aço da matriz.
(4) A temperatura de têmpera do molde é muito alta e a quantidade de austenita residual após a têmpera é muito grande; ou a temperatura de têmpera é muito baixa e o tempo de aquecimento e retenção é insuficiente, resultando em mudança de fase incompleta do aço do molde.
As vantagens da fundição sob pressão incluem excelente precisão dimensional da fundição. Isso geralmente depende do material de fundição, e os valores típicos são 0,1 mm para os primeiros 2,5 cm da dimensão, e o erro aumenta a cada cm adicional.
Adicione 0,002 mm. Comparado com outros processos de fundição, sua superfície de fundição é lisa e o raio do filete é de cerca de 1-2,5 mícrons. Comparado com a fundição em caixa de areia ou molde permanente, pode produzir espessura de parede de cerca de
Fundição de 0,75 mm. Pode fundir diretamente estruturas internas, como mangas de arame, elementos de aquecimento e superfícies de rolamento de alta resistência.
A maior desvantagem da fundição sob pressão é que ela é muito cara. O equipamento de fundição, moldes e componentes relacionados a moldes são muito caros em comparação a outros métodos de fundição. Portanto, é mais econômico produzir grandes quantidades de produtos ao fabricar peças fundidas sob pressão.
Outras desvantagens incluem que o processo só é adequado para metais com alta fluidez e que a massa de fundição deve estar entre 30 gramas e 10 quilos.
Na fundição sob pressão normal, o último lote de peças fundidas sempre terá poros. Portanto, nenhum tratamento térmico ou soldagem pode ser realizado porque o gás nos poros se expandirá sob a ação do calor, causando
Microdefeitos internos e descamação superficial.