ah









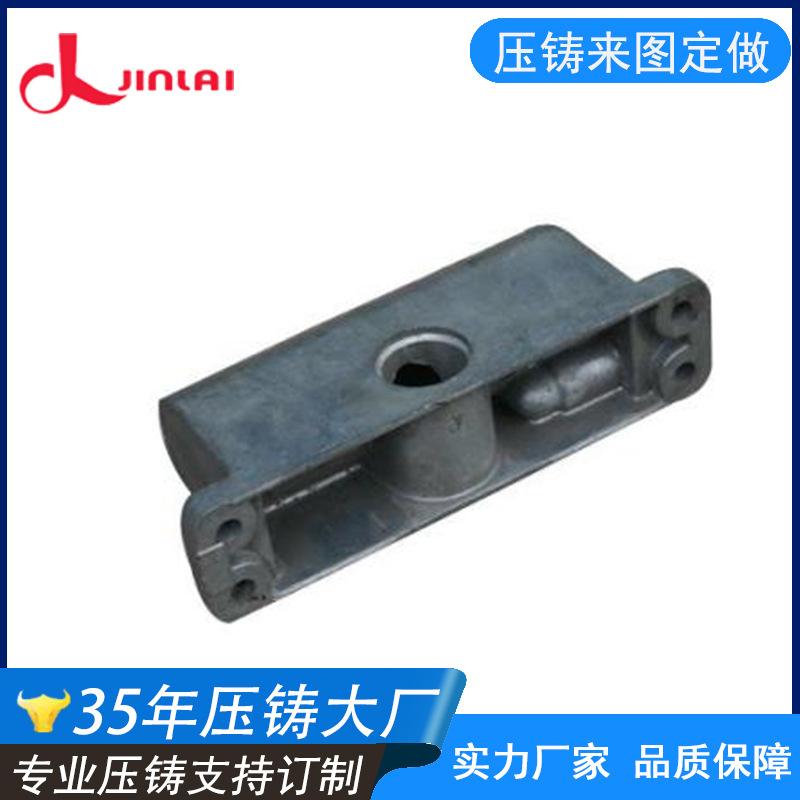
Produção em massa e processamento de peças fundidas em liga de alumínio Peças fundidas em liga de alumínio pequenas Peças fundidas em liga de alumínio
A aceitação de moldes de fundição sob pressão é para verificar se os moldes de fundição sob pressão feitos pela fábrica de moldes atendem aos requisitos técnicos do molde assinados por ambas as partes; se houver algum defeito no projeto e na produção de um molde,
Isso inevitavelmente trará perigos ocultos para a produção normal subsequente, como qualidade e segurança. Somente os moldes de fundição sob pressão que passaram pela aceitação e atingiram os padrões qualificados podem garantir a produção normal e a qualidade do produto no futuro.
A qualidade pode ser garantida.
A configuração do processo de fundição de liga de alumínio também é muito importante. Normalmente, o tiro lento em velocidade crítica é adotado e, em seguida, é alternado para tiro rápido. A etapa de tiro lento é fazer a câmara de molde de liga de alumínio
O ar é descarregado na extremidade frontal do líquido de liga de alumínio. Quando o líquido de liga de alumínio atinge o portão interno, ele muda para uma velocidade de injeção rápida.
A velocidade crítica de injeção lenta precisa ser calculada, mas geralmente é visto que a fábrica de fundição sob pressão define a velocidade de injeção lenta em 0,2-0,3 m/s.
A velocidade lenta da liga de alumínio faz com que o líquido da liga de alumínio forme muita liga de alumínio sólida ou semissólida na parede lateral da câmara de pressão. Para reduzir a proporção de liga de alumínio sólida, a prática usual é aumentar
Alta temperatura da liga de alumínio. Dessa forma, o molde fica propenso à erosão e aderência. A vida útil do molde é reduzida.
A temperatura está muito baixa; uma camada de gelo branco aparece rapidamente na superfície do líquido após a raspagem da escória, e a escória é removida muito rapidamente, indicando que a temperatura está muito alta e deve ser ajustada a tempo.
Para melhorar a qualidade da superfície de fundições de liga de alumínio, para facilitar a galvanoplastia, pintura ou para remover pequenas rebarbas na superfície de separação do molde de fundição, areia de diamante pode ser usada para moagem. O tamanho da partícula da areia de diamante depende da fundição.
A condição da superfície determina a velocidade de polimento, que geralmente é de 150﹟~300﹟, e a velocidade é de 1800~2400m.min-1. O polimento de diamante não deve ser excessivo.
Uma camada de estrutura fria e dura densa (geralmente 50~300μm) é formada em sua superfície, mas defeitos de contração são facilmente gerados internamente. Portanto, não esmerilhe essa boa estrutura fria e dura ao esmerilhar.
Se muito for removido, defeitos como marcas de varíola e bolhas aparecerão durante a galvanoplastia ou pintura. Além disso, se a fundição de liga de alumínio for pressionada com muita força na roda de polimento durante o polimento, ela também
O superaquecimento e a expansão interna do ar causarão manchas finas na superfície. Tente evitar o uso de rebolos diamantados que são muito abrasivos e têm corte baixo. Rebolos de acabamento (rebolos oleosos)
Podem ser usadas rodas de polimento entrelaçadas, e o abrasivo pode ser diatomita em forma de placa ou pasta de polimento de óxido de ferro em forma de haste. Moa suavemente a uma velocidade de 2000~2700 m.min-1. As fundições de liga de alumínio não são
É melhor não apertar muito, caso contrário o abrasivo irá aderir ao produto, resultando em desengorduramento incompleto ou excessivo e galvanoplastia ruim.