






ah








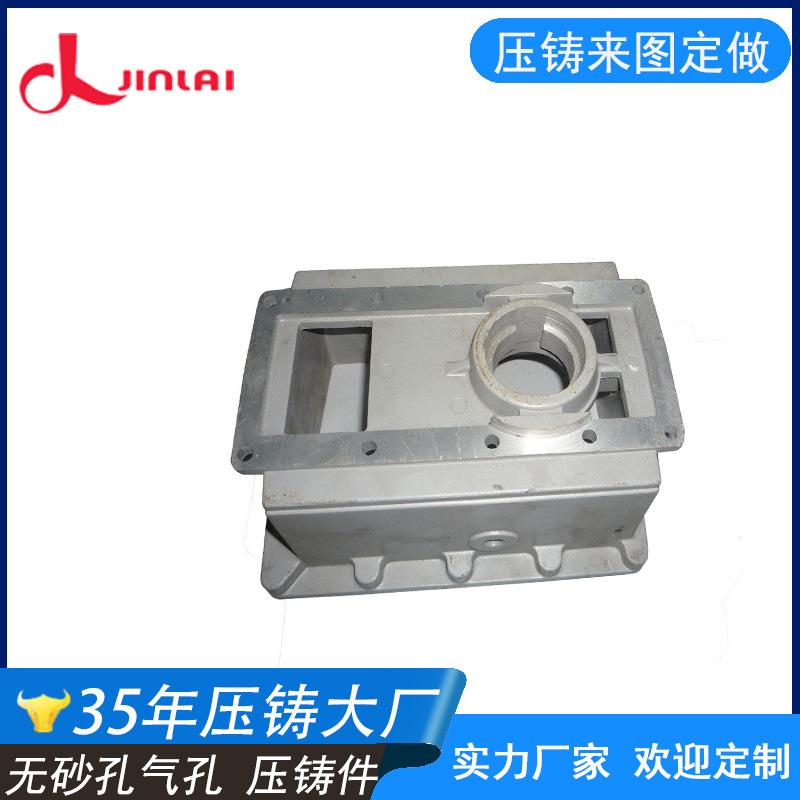
Fabricante de máquinas de processamento de liga de alumínio produtos produtos alumínio alumínio acessórios de alumínio fundição sob pressão de alta pressão
O controlador de temperatura do molde de fundição sob pressão pode manter o molde de fundição sob pressão de liga de zinco dentro da faixa de temperatura exigida pelo processo de fundição sob pressão, garantindo que o líquido da liga de zinco preencha a cavidade de fundição sob pressão de acordo com os requisitos do projeto e obtenha a superfície
As peças fundidas sob pressão têm superfície lisa, contorno claro e qualidade interna qualificada. O método de controle automático pode desempenhar um bom papel no controle de temperatura e melhorar a qualidade interna e de superfície das peças fundidas sob pressão de liga de zinco.
A qualidade do macarrão prolonga a vida útil do molde.
O controlador de temperatura controla o aquecimento e o resfriamento, e o sensor de temperatura detecta a temperatura do óleo ou a temperatura do molde. Se a temperatura for menor que
Se a temperatura for menor que o valor definido, o sistema de controle ligará o elemento de aquecimento para aquecer o óleo térmico; se a temperatura for maior que o valor definido, o sistema de controle ligará o elemento de resfriamento para resfriar o óleo térmico.
A temperatura do molde reduzirá o estresse de temperatura fria e quente do molde e aumentará a vida útil do molde. Melhorará as condições de exaustão da cavidade para evaporar o excesso de água, reduzir o gás residual na cavidade e evitar
Para evitar alterações no tamanho das peças fundidas devido a mudanças na contração, evitar grandes contrações e evitar rachaduras, por isso é mais seguro usar um controlador de temperatura do molde para medir antes da fundição da liga de zinco.
Como o ponto de fusão da parafina é acima de 70%, para emulsionar a parafina, a temperatura da água de desparafinação deve estar acima de 70℃ para ser eficaz. No passado, as pessoas usavam apenas líquido desengordurante químico comum para aumentar a temperatura.
Remoção de cera. Este método leva muito tempo e tem baixa eficiência. Agora há um suprimento especial de água para remoção de cera, que encurta o tempo e tem melhores resultados. Se ondas ultrassônicas forem usadas, o efeito será melhor. Geralmente, apenas água para remoção de cera
Além da remoção da cera, também é necessário desengorduramento químico. A atividade química da liga é muito forte, e a alcalinidade da solução desengordurante química não pode ser muito forte, caso contrário, corroerá a superfície. A temperatura é geralmente controlada a 50
~70℃, tempo 3-5min. Existem também agentes desengordurantes no mercado que combinam desengorduramento e desparafinação, e funcionam bem com ondas ultrassônicas. Eletrólise de peças fundidas de liga de zinco
A composição do agente desengordurante é semelhante à do agente desengordurante químico. Mas deve conter agente complexante para ser usado. Durante o desengorduramento eletrolítico, as peças fundidas em liga de zinco devem ser colocadas no cátodo para desengorduramento a uma temperatura de 50-70℃
, densidade de corrente 3-5A/dm2, tempo 1-2min.
Quando o processo dois em um de desparafinação e desengorduramento é selecionado, uma película marrom de corrosão pode às vezes se formar na superfície da fundição sob a ação do ultrassom. Este agente desengordurante não deve ser usado.
Agente desengordurante para peças fundidas sob pressão. Deve-se prestar atenção especial a isso! As peças fundidas sob pressão de zinco-ouro têm as vantagens de alto grau, nenhum ou pouco corte durante o processamento, baixa densidade e certa resistência mecânica.
Na indústria, as fundições de liga de zinco são amplamente utilizadas para peças estruturais e decorativas com pequenas forças e formas complexas. As ligas de zinco são facilmente corroídas devido ao seu potencial negativo e baixa estabilidade química.
A corrosão é um problema comum, então a galvanoplastia é frequentemente usada como uma camada protetora ou camada decorativa protetora. Para melhorar a qualidade da galvanoplastia, materiais de liga de zinco contendo cerca de 4% de alumínio são frequentemente usados para fundição sob pressão. Hardware, lâmpadas, brinquedos
O desenvolvimento contínuo da indústria de modelos automotivos oferece um amplo mercado para o crescimento de peças fundidas em liga de zinco.










