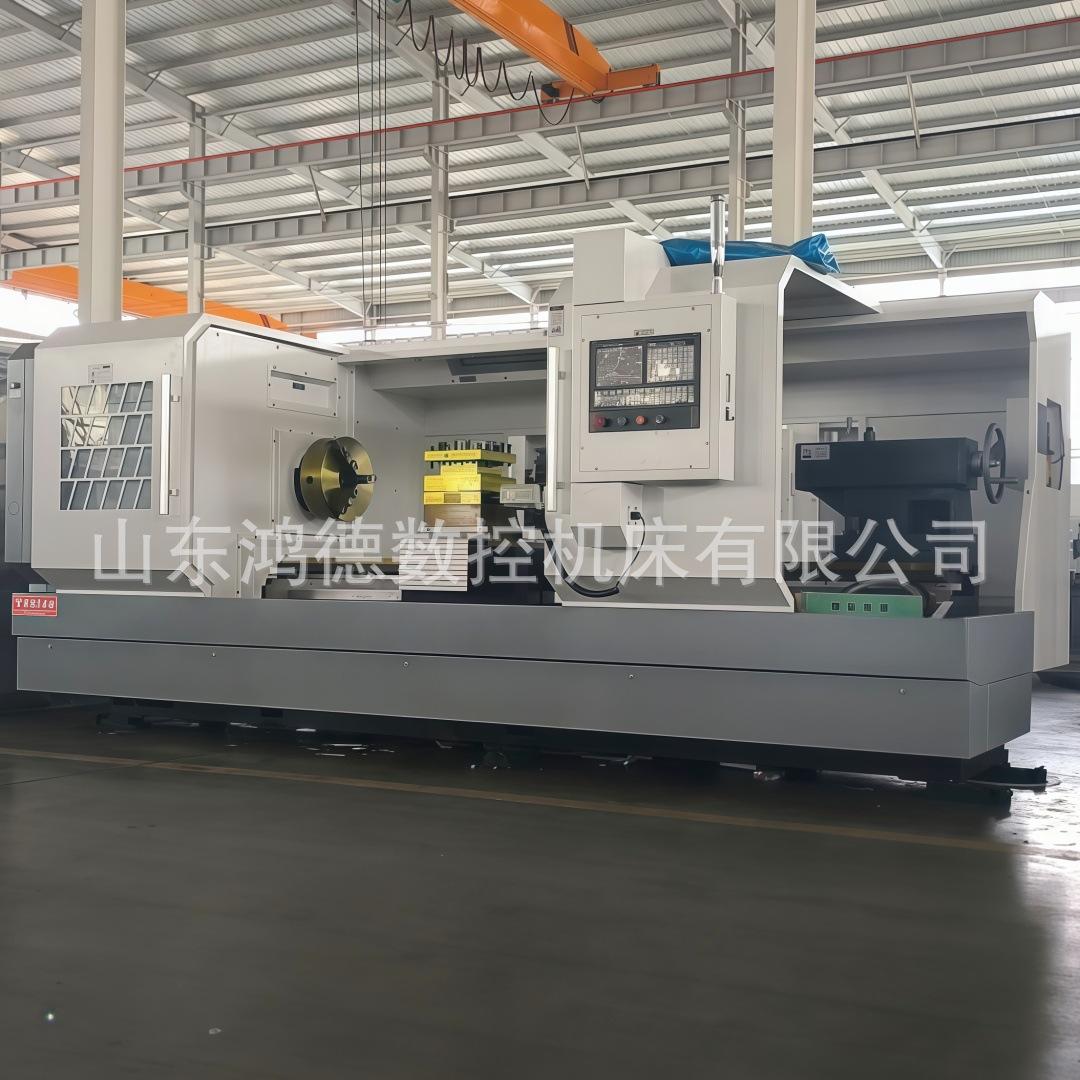
Fornecimento de torno CNC de precisão ck6180x1500 com base integral de grande abertura. Torno CNC CK6180 em estoque.



Os tornos horizontais CNC da série CK têm as características de alta precisão, alta potência, alta rigidez, etc. Seus principais componentes e estruturas são otimizados e projetados. É o equipamento preferido para processar eixos, discos, mangas, superfícies de formato especial e peças de trabalho de parafuso.
As máquinas-ferramentas são inspecionadas estritamente de acordo com os procedimentos de inspeção antes de saírem da fábrica. Cada máquina-ferramenta usa um interferômetro a laser para detectar a precisão do posicionamento dos eixos X e Z e a precisão do posicionamento repetido para garantir que a precisão da máquina-ferramenta seja estável e confiável.
Suas principais características:
1. As superfícies de junta do cabeçote, base, cabeçote móvel e palete da máquina-ferramenta são raspadas e retificadas manualmente. Toda a máquina é testada usando um interferômetro a laser para garantir efetivamente a precisão do posicionamento e a repetibilidade do eixo Z e do eixo X. Folga e estabilidade da máquina-ferramenta.
2. A máquina-ferramenta é feita de ferro fundido de alta resistência, com materiais especiais de cobre e cromo adicionados. A profundidade de têmpera dos trilhos da cama atinge 3 mm, o que melhora efetivamente a resistência ao desgaste e a estabilidade da máquina-ferramenta.
3. A máquina-ferramenta adota lubrificação centralizada, e a caixa do cabeçote é lubrificada com graxa resistente a altas temperaturas. Visando o clima quente no sul, as características de limpeza e dissipação de calor da caixa do cabeçote são garantidas, e a vida útil do rolamento é efetivamente estendida.
4. O fuso da máquina-ferramenta adota rolamentos Wafangdian e as engrenagens da máquina-ferramenta são retificadas com precisão, o que melhora efetivamente a dureza da engrenagem e reduz o ruído da máquina-ferramenta.
5. A máquina-ferramenta adota o parafuso esférico Hanjiang, o parafuso esférico do eixo Z e o parafuso esférico do eixo X adotam uma estrutura de tração, o que melhora a precisão do processamento do círculo externo e do tamanho do furo interno da peça de trabalho.

|
projeto |
unidade |
Especificação |
Observação |
||
|
Diâmetro máximo de rotação da cama |
milímetros |
800 |
|
||
|
Comprimento máximo da peça |
milímetros |
1500-10000 |
Configuração padrão |
||
|
Diâmetro máximo de corte |
milímetros |
800 |
Configuração padrão |
||
|
Diâmetro máximo de rotação no skate |
milímetros |
420 |
Configuração padrão |
||
|
Tipo e código da extremidade do fuso |
|
c11 |
|
||
|
Diâmetro do furo do fuso |
milímetros |
105 |
|
||
|
Diâmetro máximo da barra de passagem |
milímetros |
100 |
|
||
|
Cabeçote |
Faixa de velocidade do fuso/ Torque máximo de saída do fuso |
r/min/Nm |
30-84;300-835;53-150;125-350 |
|
|
|
potência do motor principal |
kW |
11 |
|
||
|
mandril |
Diâmetro do mandril |
milímetros |
400 |
|
|
|
Velocidade de movimento rápido do eixo X |
m/min |
4 |
|
||
|
Velocidade de movimento rápido do eixo Z |
m/min |
8 |
|
||
|
Curso no eixo X |
milímetros |
420 |
Configuração padrão |
||
|
Curso no eixo Z |
milímetros |
1350 |
Configuração padrão |
||
|
Diâmetro/curso da manga do cabeçote móvel |
milímetros |
100/250 |
|
||
|
Furo cônico do fuso do cabeçote móvel |
Mohs |
6# |
|
||
|
Porta-ferramentas padrão |
|
Li Si |
|
||
|
Tamanho da ferramenta |
Faca redonda externa |
milímetros |
32×32 |
|
|
|
Diâmetro da barra de mandrilar |
milímetros |
F32 |
|
||