
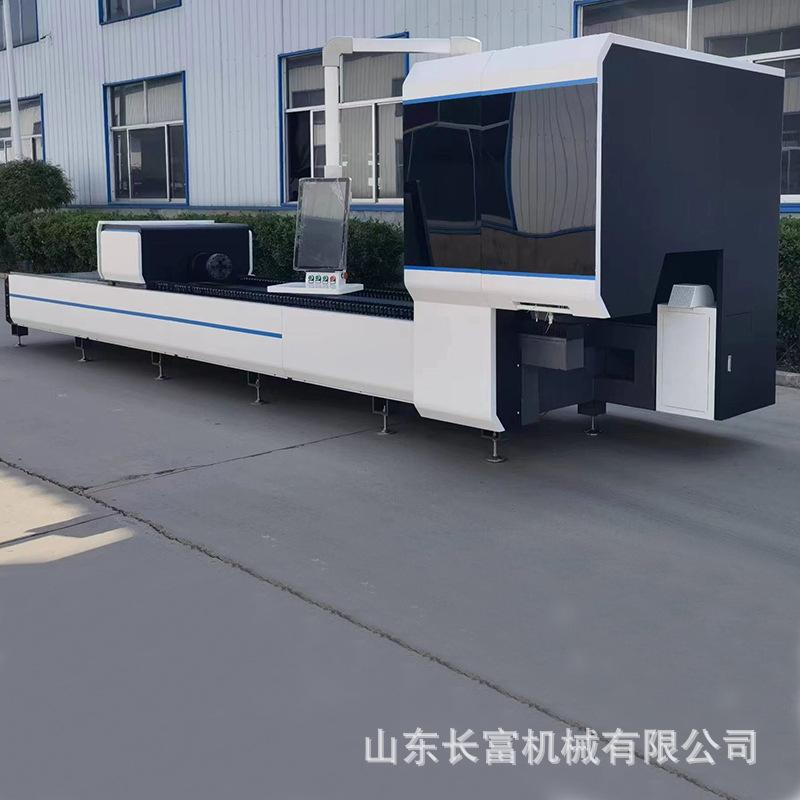
Máquina de corte a laser de tubos de alta potência, carregamento e descarregamento automático, corte CNC, máquina de corte a laser de tubos de metal







O corte a laser usa um feixe de laser de alta densidade de potência focado para irradiar a peça de trabalho, fazendo com que o material irradiado derreta, vaporize, ablate ou alcance o ponto de ignição rapidamente e, ao mesmo tempo, usa um fluxo de ar de alta velocidade coaxial com o feixe para soprar para longe o material fundido, cortando assim a peça de trabalho. O corte a laser é um dos métodos de corte térmico.
1. Corte por vaporização a laser
A peça de trabalho é aquecida por um feixe de laser de alta densidade de energia, fazendo com que a temperatura suba rapidamente, atingindo o ponto de ebulição do material em um tempo muito curto, e o material começa a vaporizar e formar vapor. O vapor é ejetado em uma velocidade muito alta, e um corte é formado no material conforme o vapor é ejetado. O calor de vaporização do material é geralmente muito grande, então o corte por vaporização a laser requer uma grande potência e densidade de potência.
O corte por vaporização a laser é usado principalmente para cortar materiais metálicos extremamente finos e materiais não metálicos (como papel, tecido, madeira, plástico e borracha).
2. Corte por fusão a laser
No corte por fusão a laser, o aquecimento a laser é usado para derreter o material metálico e, em seguida, um gás não oxidante (Ar, He, N, etc.) é pulverizado através de um bico coaxial com o feixe. A forte pressão do gás é usada para descarregar o metal líquido e formar uma incisão. O corte por fusão a laser não requer que o metal seja completamente vaporizado e a energia necessária é apenas 1/10 daquela do corte por vaporização.
O corte por fusão a laser é usado principalmente para cortar alguns materiais que não são fáceis de oxidar ou metais ativos, como aço inoxidável, titânio, alumínio e suas ligas.
3. Corte a laser de oxigênio
O princípio do corte a laser de oxigênio é semelhante ao do corte oxiacetileno. Ele usa o laser como uma fonte de calor de pré-aquecimento e gases ativos, como oxigênio, como gás de corte. Por um lado, o gás soprado reage com o metal de corte para produzir uma reação de oxidação, liberando uma grande quantidade de calor de oxidação; por outro lado, ele sopra o óxido fundido e derrete para fora da zona de reação para formar uma incisão no metal. Como a reação de oxidação durante o processo de corte gera uma grande quantidade de calor, a energia necessária para o corte a laser de oxigênio é apenas 1/2 daquela para o corte por fusão, e a velocidade de corte é muito maior do que a do corte por vaporização a laser e do corte por fusão. O corte a laser de oxigênio é usado principalmente para materiais metálicos facilmente oxidados, como aço carbono, aço titânio e aço tratado termicamente.
4. Gravação a laser e fratura controlada
A gravação a laser usa um laser de alta densidade de energia para escanear a superfície de um material quebradiço, fazendo com que o material evapore em uma pequena ranhura quando aquecido, e então uma certa quantidade de pressão é aplicada, fazendo com que o material quebradiço rache ao longo da pequena ranhura. Os lasers usados para gravação a laser são geralmente lasers Q-switched e lasers de CO2.
A fratura controlada utiliza a distribuição acentuada de temperatura gerada durante a ranhura a laser para produzir estresse térmico local no material quebradiço, fazendo com que o material se quebre ao longo da pequena ranhura.
Comparado com outros métodos de corte térmico, o corte a laser tem as características gerais de alta velocidade de corte e alta qualidade, que podem ser resumidas da seguinte forma.
⑴ Boa qualidade de corte
Devido ao pequeno ponto do laser, alta densidade de energia e alta velocidade de corte, o corte a laser pode alcançar melhor qualidade de corte.
① A incisão de corte a laser é estreita, os dois lados do corte são paralelos e perpendiculares à superfície, e a precisão dimensional das peças cortadas pode chegar a ±0,05 mm.
② A superfície de corte é lisa e bonita, com uma rugosidade de superfície de apenas dezenas de mícrons. O corte a laser pode até ser usado como o último processo sem processamento mecânico, e as peças podem ser usadas diretamente.
③ Após o material ser cortado a laser, a largura da zona afetada pelo calor é muito pequena, o desempenho do material próximo ao corte é quase inalterado, a deformação da peça de trabalho é pequena, a precisão do corte é alta, a forma geométrica do corte é boa e a forma da seção transversal do corte é um retângulo relativamente regular. A comparação dos métodos de corte a laser, corte oxiacetileno e corte a plasma é mostrada na Tabela 1. O material de corte é uma placa de aço de baixo carbono de 6,2 mm de espessura.
⑵ Alta eficiência de corteDevido às características de transmissão do laser, as máquinas de corte a laser são geralmente equipadas com múltiplas bancadas de trabalho CNC, e todo o processo de corte pode ser totalmente controlado por CNC. Durante a operação, você só precisa alterar o programa CNC para cortar peças de diferentes formatos, e você pode fazer cortes bidimensionais e tridimensionais.
⑶ Velocidade de corte rápida
Ao cortar uma chapa de aço macio de 2 mm de espessura com um laser de 1200 W, a velocidade de corte pode atingir 600 cm/min; ao cortar uma chapa de resina de polipropileno de 5 mm de espessura, a velocidade de corte pode atingir 1200 cm/min. O material não precisa ser fixado durante o corte a laser, o que pode economizar ferramentas e acessórios, e economizar tempo auxiliar para carga e descarga.
⑷ Corte sem contato
Durante o corte a laser, a tocha de corte não entra em contato com a peça de trabalho e não há desgaste da ferramenta. Para processar peças de diferentes formatos, não há necessidade de trocar a "ferramenta", basta alterar os parâmetros de saída do laser. O processo de corte a laser tem baixo ruído, pequena vibração e nenhuma poluição.
⑸ Uma grande variedade de materiais de corte
Comparado com o corte oxiacetileno e o corte a plasma, o corte a laser pode cortar uma variedade de materiais, incluindo metal, não-metal, materiais compostos à base de metal e não-metal, couro, madeira e fibra, etc. No entanto, diferentes materiais têm diferentes adaptabilidades de corte a laser devido às suas próprias propriedades físicas térmicas e diferentes taxas de absorção do laser. O laser de CO2 é usado.
⑹ DesvantagensDevido às limitações da potência do laser e do tamanho do equipamento, o corte a laser só pode cortar chapas e tubos de espessura média e pequena e, à medida que a espessura da peça de trabalho aumenta, a velocidade de corte diminui significativamente.
