
Processamento de peças de liga de alumínio de precisão CNC, peças não padronizadas, processamento de torneamento CNC, desenho, prova não padronizada, personalização



ah







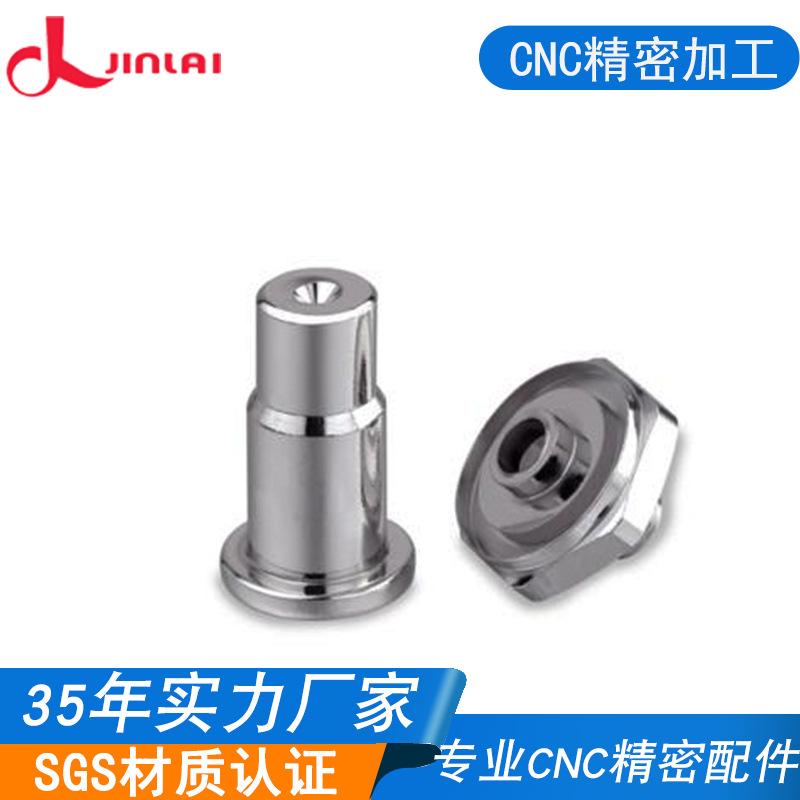



Processamento de peças de liga de alumínio de precisão CNC Peças não padronizadas Processamento de torneamento CNC Amostras personalizadas
O processamento de torneamento CNC da Dongguan Jiayuan consiste em usar o movimento rotacional da peça de trabalho e o movimento linear ou curvo da ferramenta no torno para alterar a forma e o tamanho da peça bruta e processá-la em um formato que atenda aos requisitos.
O processo de torneamento CNC em Dongguan é um método de corte da peça de trabalho em um torno, girando a peça de trabalho em relação à ferramenta. A energia de corte do processo de torneamento é gerada principalmente pela peça de trabalho, em vez de
A ferramenta fornece. O torneamento é o método de corte mais básico e comum, e desempenha um papel muito importante na produção. O torneamento é adequado para usinar superfícies rotativas, a maioria das quais tem superfícies rotativas.
A peça de trabalho pode ser processada por torneamento, como superfícies cilíndricas internas e externas, superfícies cônicas internas e externas, faces finais, ranhuras, roscas e superfícies de formação rotativa, etc. As ferramentas utilizadas são principalmente ferramentas de torneamento.
Primeiro de tudo, a eficiência da produção é alta, e pode processar peças com formas complexas e requisitos de alta precisão. Há também algumas peças que não podem ou são inconvenientes para serem processadas por máquinas-ferramentas comuns. Após a fixação, vários processos podem ser processados.
A qualidade do processamento é estável e a intensidade de trabalho dos trabalhadores é reduzida. Inadequado: grande margem. Trabalho de peça única com fixação e alinhamento difíceis. O torneamento CNC funciona rápido e a máquina é relativamente
O método de moagem da Dongguan Jiayuan Precision Machining é usar uma roda de moagem abrasiva fina ou uma correia abrasiva para moagem, esmerilhamento e polimento. Este método é usado principalmente para metal preto com dureza mais alta.
Pode ser usado para processar materiais metálicos e materiais não metálicos. Pode processar superfícies de peças maiores do que métodos de corte - planos, superfícies cilíndricas, superfícies esféricas e superfícies asféricas.
A superfície do espelho é geralmente processada por retificação, com uma velocidade de retificação de V=25~35m/s, t=0,02~0,07mm para retificação grosseira e t=3~10μm para retificação fina; ao retificar e polir com pedra de óleo, V=10~50m/min,
A taxa de remoção de material é de 0,1μm~1μm/min. A retificação superfina pode atingir uma redondeza de 0,01μm e uma rugosidade de superfície de Ra 0,002μm. Ao retificar e polir superfícies de espelhos esféricos, a ferramenta de retificação deve ser mantida na
Existem duas maneiras de garantir a direção normal da superfície usinada: uma é consegui-la através do mecanismo de autoposicionamento da ferramenta de retificação (1); a outra é usar o sistema CNC para inclinar a cabeça de retificação (2) em um ângulo.
para cumprir.