Dongguan Precision Die Casting fábrica de processamento de fundição profissional de liga de alumínio fundição tratamento de superfície de alumínio de alta pressão fundição de alumínio



ah









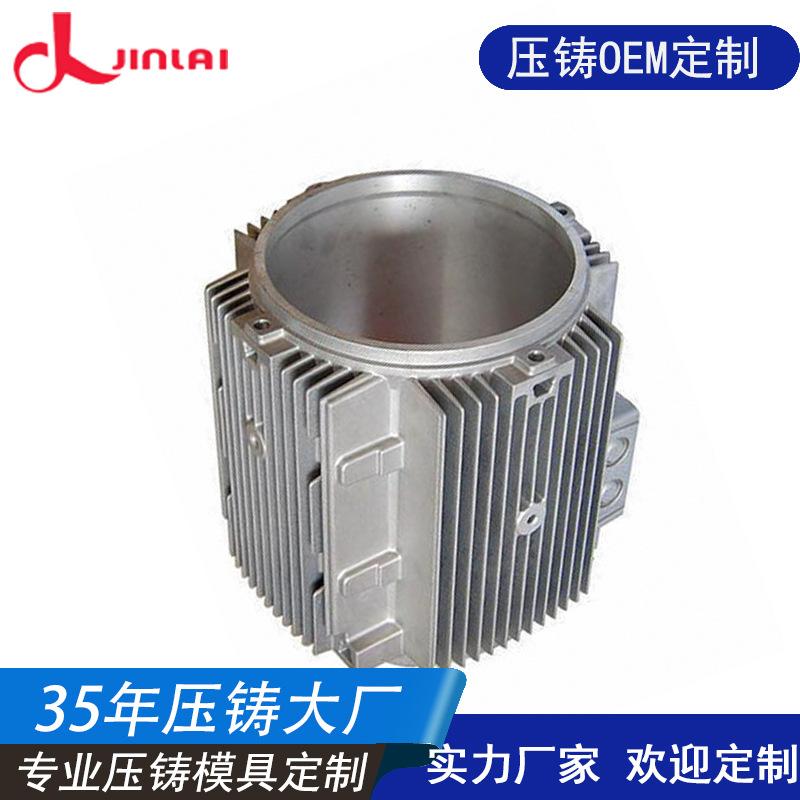
A fábrica de fundição sob pressão de precisão de Dongguan é especializada em fundição sob pressão de liga de alumínio, tratamento de superfície de alumínio fundido sob pressão, fundição sob pressão de alumínio de alta pressão
A têmpera geral convencional dificilmente consegue atender aos requisitos de alta resistência ao desgaste da superfície e tenacidade da matriz dos moldes de fundição sob pressão.
O tratamento de reforço de superfície não só pode melhorar a resistência ao desgaste e outras propriedades da superfície do molde de fundição sob pressão, mas também manter a matriz forte e resistente o suficiente, ao mesmo tempo em que evita que o metal fundido grude no molde e sofra erosão, o que é muito importante para melhorar a superfície do molde de fundição sob pressão.
É muito eficaz para melhorar o desempenho abrangente dos moldes de fundição, economizar elementos de liga, reduzir significativamente os custos, aproveitar ao máximo o potencial dos materiais e fazer melhor uso de novos materiais.
A prática de produção mostra que o tratamento de reforço de superfície é uma medida importante para melhorar a qualidade dos moldes de fundição sob pressão e estender a vida útil dos moldes. Os processos de tratamento de reforço de superfície comumente usados em moldes de fundição sob pressão são: cementação, nitretação,
Nitrocarbonetação, boronização, cromização e aluminização, etc. Inspeção final do tratamento térmico de moldes de fundição sob pressão de liga de alumínio. A inspeção de qualidade do tratamento térmico final na produção de moldes de fundição sob pressão de liga de alumínio geralmente inclui têmpera,
Inspeção após têmpera e revenimento da superfície.
1. Deformação. A deformação de têmpera deve ser verificada conforme necessário. Se a deformação exceder o valor especificado, ela deve ser endireitada novamente. Se não puder ser endireitada por algum motivo e a deformação exceder a tolerância de processamento, ela pode ser reparada.
O método de tratamento é endireitar as peças do molde de fundição sob pressão de liga de alumínio no estado macio e, em seguida, temperá-las e reveni-las para atender aos requisitos novamente. Geralmente, a deformação das peças do molde de fundição sob pressão de liga de alumínio após a têmpera e o revenimento não é maior do que
Margem de 2/3 a 1/2.
2. Rachaduras. Não deve haver rachaduras na superfície de nenhuma peça de molde de fundição sob pressão de liga de alumínio, portanto, peças tratadas termicamente devem ser 100% inspecionadas, e áreas de concentração de tensão, cantos afiados, rasgos de chaveta e furos de parede fina devem ser inspecionados em particular.
, a junção do grosso e do fino, e as saliências e depressões, etc.
3. Oxidação e descarbonetação. Para peças de molde de fundição sob pressão de liga de alumínio com pequena margem de usinagem, a oxidação e a descarbonetação devem ser rigorosamente controladas. Para ferramentas de corte e ferramentas de retificação, a descarbonetação não é permitida.
Quando forem encontradas oxidação e descarbonetação severas nas peças, a temperatura de aquecimento deve estar muito alta ou o tempo de isolamento muito longo, portanto, um teste de superaquecimento deve ser realizado ao mesmo tempo.
4. Pontos moles. Pontos moles causarão desgaste e danos por fadiga às peças da matriz de fundições de liga de alumínio, portanto, pontos moles não são permitidos. As causas dos pontos moles são, em sua maioria, aquecimento e resfriamento inadequados ou tecido irregular de matérias-primas.
Se aparecerem pontos fracos em estruturas com faixas, camadas residuais descarbonetadas, etc., os reparos devem ser realizados em tempo hábil.
Processamento de reparos.
5. Forno de banho de sal. Peças de molde de fundição sob pressão de liga de alumínio de alta e média frequência e têmpera de chama não devem ser queimadas.
Após o tratamento térmico final, a superfície das peças do molde de fundição sob pressão de liga de alumínio não deve apresentar defeitos como corrosão, solavancos, encolhimento, danos, etc.
