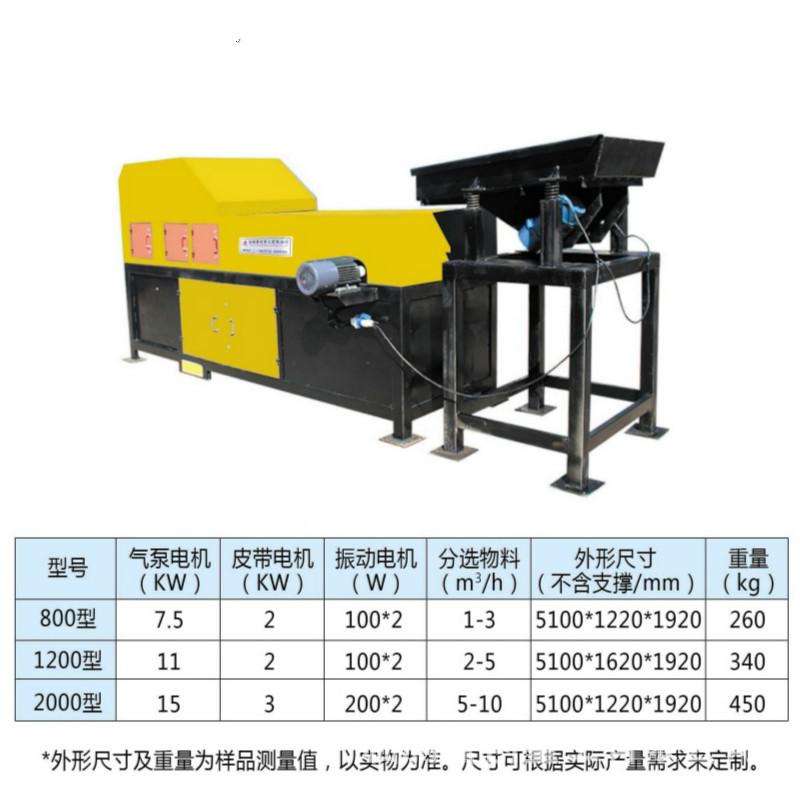
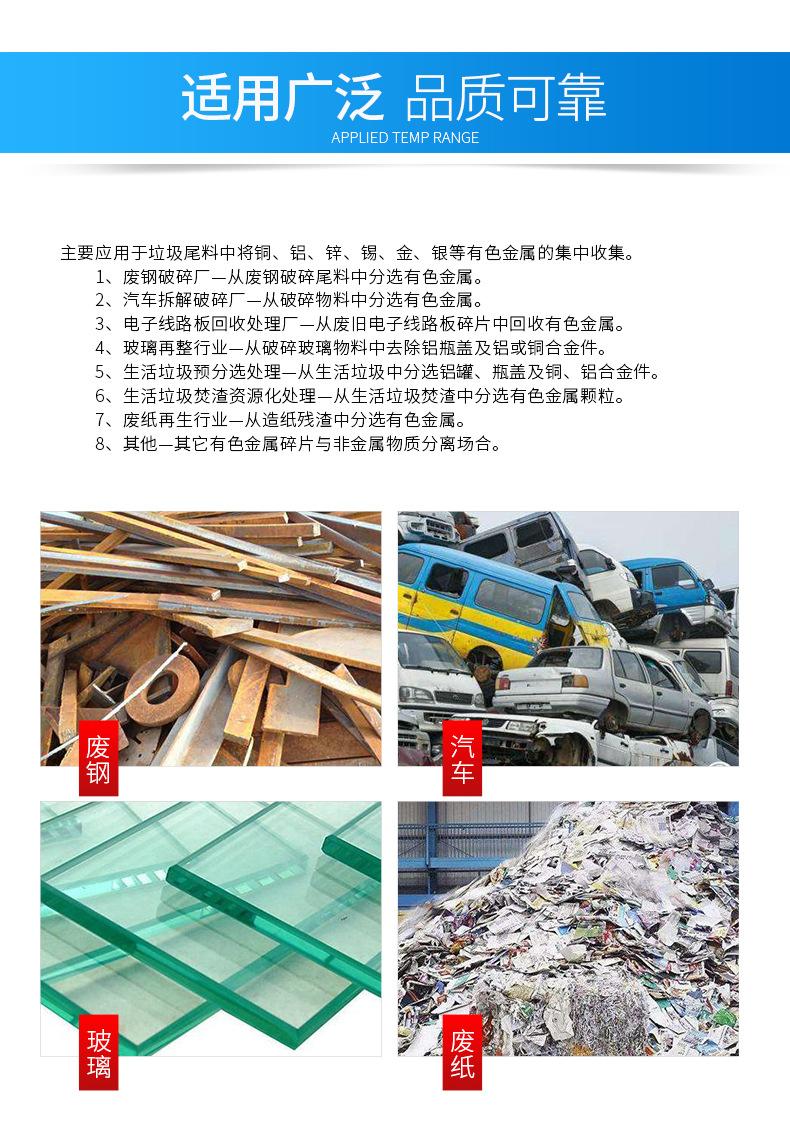
Máquina de classificação de aço inoxidávelÉ um equipamento de reciclagem de material triturado em aço inoxidável desenvolvido e produzido por nossa empresa. De acordo com as características físicas do aço inoxidável, o processo de triagem com faca de ar inclui as seguintes etapas: pré-tratamento do material triturado; transporte e identificação de material triturado; coleta, transmissão e processamento de sinais; classificação de instruções de ação e execução.
Condição para facilitar a detecção e classificação, incluindo peneiramento e vibração uniforme de materiais triturados, e uso de telas para selecionar materiais triturados que atendam à faixa de tamanho necessária para classificação. Use um alimentador vibratório para vibrar os materiais triturados uniformemente, dispersar os materiais triturados que foram originalmente empilhados juntos, realizar granulação única dos materiais triturados e minimizar a identificação incorreta e a classificação incorreta causada pela sobreposição de aço inoxidável e não metálico. A chave para o processo de classificação reside na identificação e classificação precisas dos materiais triturados e na coordenação entre os dois. Uma sonda de detecção de metal baseada no efeito de corrente parasita é usada para identificar materiais triturados. A válvula solenóide passa gás de alta pressão. Quando a porta da válvula é aberta, o fluxo de ar é ejetado através do bico para formar uma faca de ar para classificação.CLPControle a coordenação entre identificação e classificação.
O motor aciona a correia e os materiais triturados que são vibrados uniformemente pelo alimentador vibratório são transportados pela correia. Uma mesa de indução é colocada em uma posição apropriada abaixo da correia, que contém um certo número de sondas de detecção de metais. Quando os materiais triturados de aço inoxidável são transportados para o topo da sonda de detecção de metais, ou seja, quando os materiais triturados estão dentro da faixa de detecção da sonda de detecção de metais, os materiais triturados de aço inoxidável podem ser identificados e um sinal de tensão pode ser inserido ao sistema de controle. O sistema de controle recebe o sinal para cálculo e processamento e, após um período de atraso, emite um comando de ação de classificação para realizar a classificação.
Várias sondas de detecção de metais são instaladas na mesa de indução. A posição de cada sonda de detecção de metais é fixa e sua distância da extremidade da correia é fixa e conhecida. De acordo com a distância e a velocidade e trajetória do material triturado, pode-se calcular o tempo em que o material triturado atinge o ponto de injeção. Neste momento, a válvula solenóide é energizada e a porta da válvula de jato se abre para pulverizar gás comprimido. A trajetória de movimento do material triturado de aço inoxidável muda no ponto de injeção e é pulverizado na tremonha abaixo. Existe uma diferença de tempo entre o jato da válvula solenóide e o material triturado que está sendo identificado, que é chamado de retardo do jato. O dispositivo a jato está equipado com um sistema de fonte de ar para fornecer continuamente gás comprimido limpo com uma certa pressão. Deve-se ressaltar que para diferentes velocidades da correia e posições do bico, a posição do ponto de injeção do material triturado mudará e a distância entre a sonda de detecção de metal e o ponto de injeção também mudará. Este problema pode ser resolvido pelo programa de controle de ação de classificação.