


Automóvil club británico








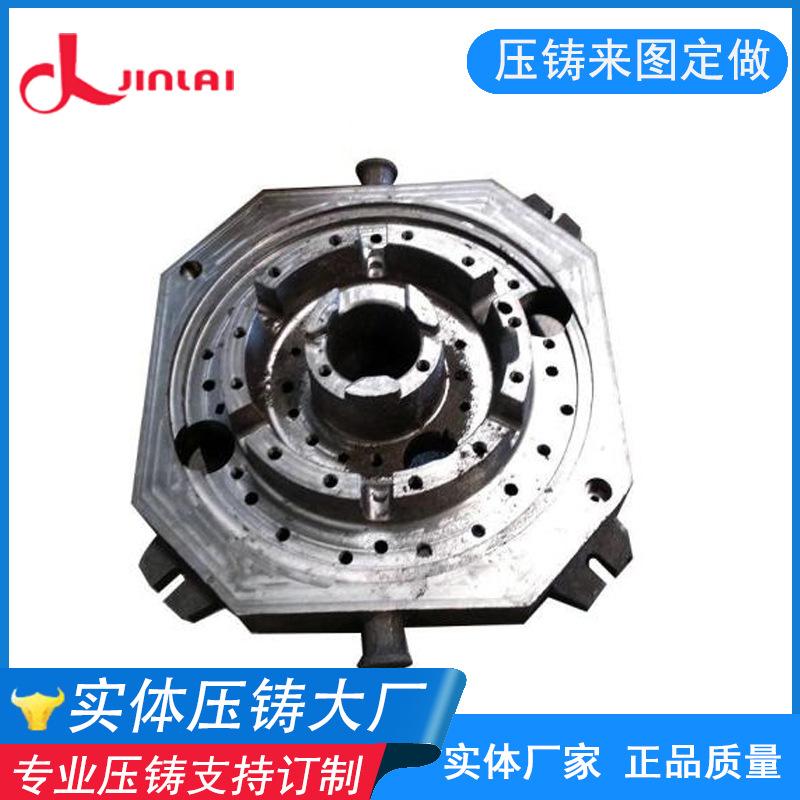

 Fundición de precisión piezas de fundición a presión de aluminio personalizadas fundición a presión de alta presión aleación de aluminio fundición de motor procesamiento de molde de fundición a presión
Fundición de precisión piezas de fundición a presión de aluminio personalizadas fundición a presión de alta presión aleación de aluminio fundición de motor procesamiento de molde de fundición a presión
La fundición a presión de aluminio es un tipo de pieza fundida a presión. Utiliza una máquina de fundición a presión mecánica de fundición a presión equipada con un molde de fundición para verter aluminio líquido calentado o aleación de aluminio en la entrada de la máquina de fundición a presión. La máquina de fundición a presión luego funde piezas de aluminio o piezas de aleación de aluminio con la forma y el tamaño limitados por el molde. Dichas piezas suelen llamarse fundición a presión de aluminio.
Todo puede tener defectos, pero todo se manifiesta de manera diferente.
¿Cuáles son los defectos de la fundición de precisión de aleación de aluminio y la fundición a presión?
Primero veamos sus características y métodos de detección:
1. Hay estrías en la superficie de la fundición que son consistentes con la dirección de flujo del metal fundido, y hay líneas no direccionales claramente visibles que son de diferente color que la matriz metálica y no tienen una tendencia de desarrollo.
2. Hay rastros de protuberancias o depresiones como cabello de malla en la superficie de la fundición a presión, que continúan expandiéndose y extendiéndose con el aumento del número de veces de fundición a presión.
3. Coloque la fundición en una solución alcalina. Las grietas son de color gris oscuro. El daño y agrietamiento de la matriz metálica son rectos u ondulados. Las líneas son estrechas y largas. Bajo la acción de una fuerza externa, hay una tendencia a desarrollarse. Hay dos tipos de grietas: penetrantes y no penetrantes. Inspección de apariencia anatómica o inspección de detección de defectos; la superficie de las porosidades por contracción es oscura y no lisa, y los orificios tienen forma irregular. Los grandes y concentrados son porosidades por contracción, y los pequeños y dispersos son cavidades por contracción.
Causas: 1. El primer metal líquido que entra en la cavidad forma una capa metálica muy delgada e incompleta, que luego se rellena con el metal líquido posterior, dejando marcas. 2. La temperatura del molde es demasiado baja. 3. El área de sección transversal del bebedero interno es demasiado pequeña y la posición es inadecuada, lo que provoca salpicaduras. 4. Presión insuficiente sobre el metal líquido. Patrón: Exceso de pintura.
Por lo general, hay algunos problemas comunes en el proceso de mecanizado de moldes de fundición a presión de aluminio. Debido a que cada tipo de problema es causado por diferentes razones, estos problemas deben abordarse en el mecanizado real, y deben abordarse de acuerdo con la situación real del problema.
1. Limpiar la superficie de partición, limpiar la cavidad y limpiar la palanca superior; cambiar el material de recubrimiento y mejorar la tecnología de pulverización; fortalecer la capacidad de sujeción y aumentar el peso del metal vertido.
2. Ajustar los parámetros de tecnología de procesamiento, capacidad de inyección, velocidad de inyección, tiempo de llenado del molde, tiempo de apertura del molde, temperatura de vertido, temperatura del molde, etc.
3. Reemplazar el principio, seleccionar materiales de lingotes de aleación de aluminio de alta calidad, mejorar la proporción de principios nuevos a principios reciclados y mejorar las habilidades de procesamiento de fundición.